- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Maison
>
Des produits > Estampage de précision des métaux > Estampage d'aluminium > Matrices d'estampage en métal personnalisées





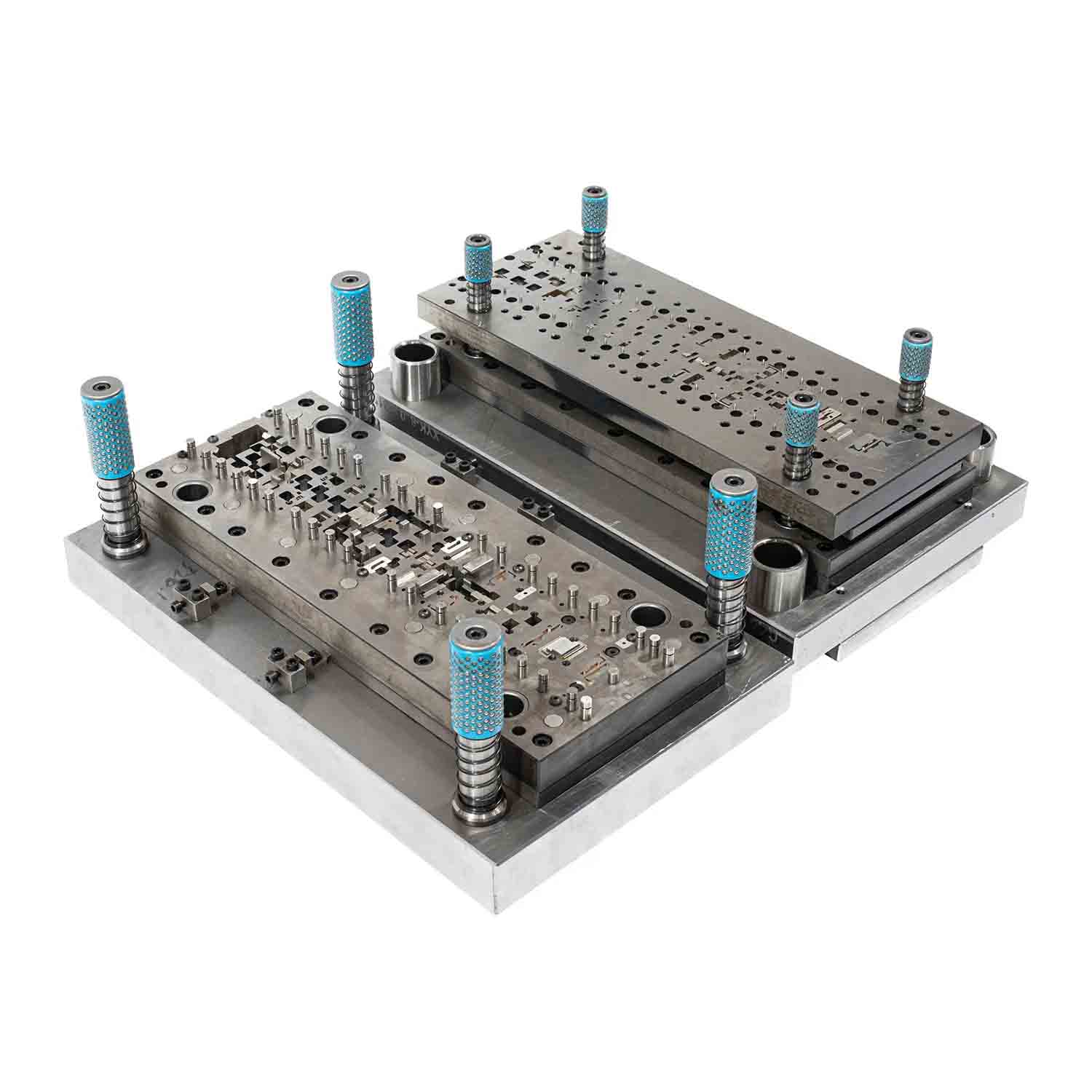
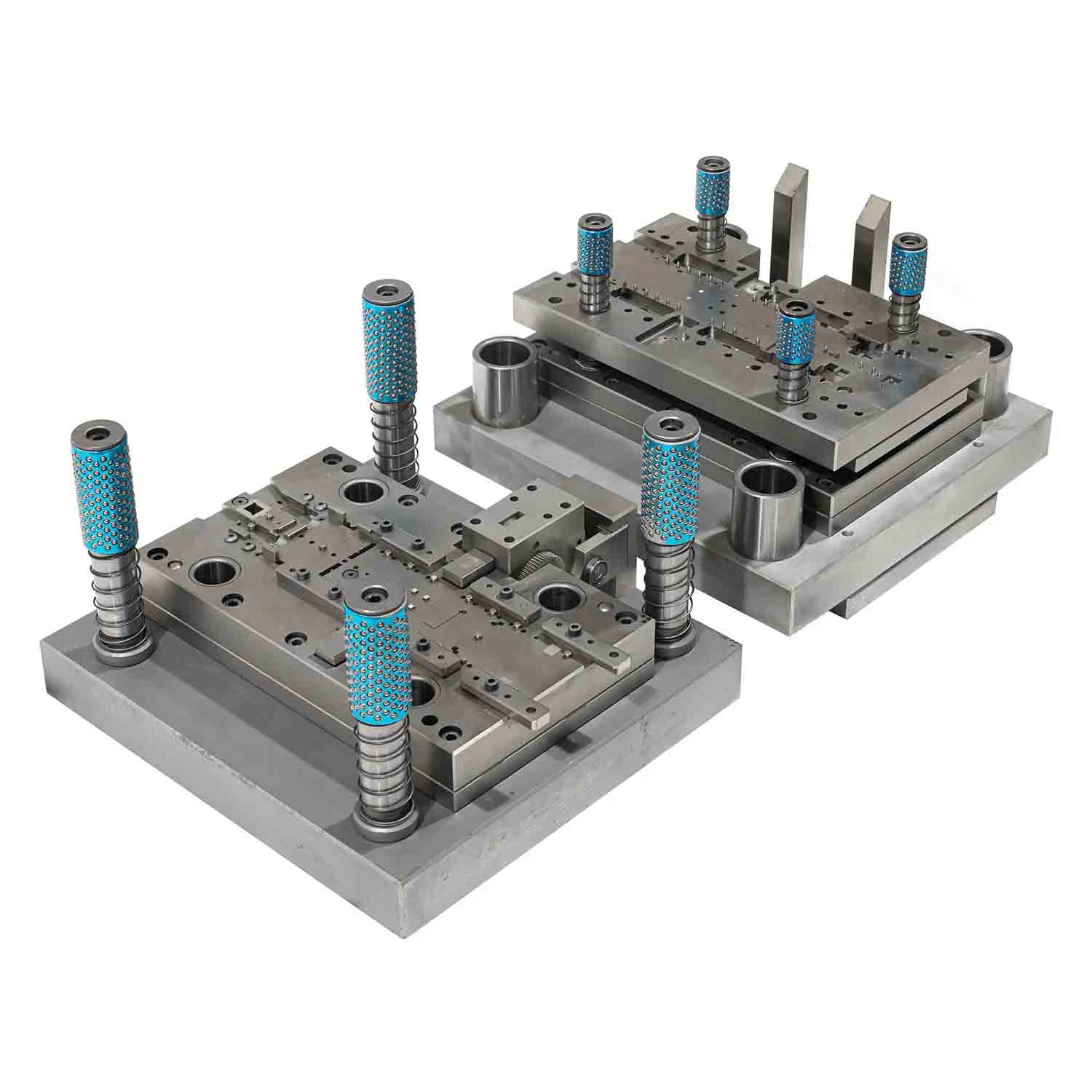
Matrices d'estampage en métal personnalisées
Les matrices d'estampage métalliques personnalisées de Xiamen Hongyu Intelligent Technology Co., Ltd. sont largement utilisées dans des industries telles que l'automobile, les soins médicaux et l'aérospatiale, spécialisées dans la production de moules de précision pour pièces métalliques de haute qualité. Habituellement, des matériaux à haute résistance tels que l'acier ou un alliage dur sont adoptés. Hongyu peut personnaliser les designs en fonction des besoins spécifiques de chaque client.
envoyer une demande
Description du produit
La production de matrices d’estampage métalliques personnalisées est une méthode de traitement industriel courante utilisée pour transformer des matériaux en formes spécifiques. Il s’agit d’un processus très courant dans la production de produits de masse. Les scénarios d'application du traitement des moules sont très étendus, allant des pièces automobiles, de l'aérospatiale aux accessoires matériels. C'est pourquoi les moules sont également connus comme la « mère de l'industrie ». En Chine, Xiamen Hongyu Intelligent Technology Co., LTD., en tant que l'une des principales entreprises d'emboutissage de métaux, applique un contrôle de qualité strict. Grâce à l'inspection des matières premières, à l'inspection des processus et à l'inspection finale, nous sommes disposés à présenter les meilleurs produits à nos clients.
Déterminer le plan de processus
La formulation du plan de processus des matrices d’emboutissage des métaux est une partie importante. L'analyse des processus comprend une analyse des processus basée sur les caractéristiques de forme, la précision dimensionnelle et les exigences de qualité de surface de la pièce. Tout d'abord, il est nécessaire de confirmer et de lister tous les procédés de base à utiliser, tels que le découpage, le poinçonnage, le pliage, l'étirement, le bridage et le bombage.
Sur la base des calculs de processus et des exigences en matière de précision de forme et de dimension, le nombre de processus est déterminé, comme le nombre de temps d'étirement pour les pièces étirées et le nombre de temps de traitement pour les pièces pliées, etc.
La séquence de traitement est déterminée sur la base des caractéristiques de déformation du traitement, des exigences de précision dimensionnelle et de la commodité opérationnelle. Par exemple, si un produit nécessite à la fois des méthodes d’estampage et de pliage, doit-il d’abord être estampé puis plié, ou plié d’abord puis estampé ?
En fonction de divers facteurs tels que le lot de production, la taille, les exigences de précision, le niveau de fabrication progressif de l'emboutissage et la capacité de production des équipements, tels que le processus d'estampage composé, le processus d'estampage continu, etc., d'une manière générale, les exigences en grands lots et de faible précision, les matériaux épais et les produits de grande taille conviennent à la production en un seul processus. Les produits de haute précision conviennent à l’estampage composé.

Propriétés de formage
Des matériaux métalliques ou non métalliques sont placés dans des matrices d'estampage métalliques et une pression est appliquée par la machine d'estampage pour déformer les matériaux, obtenant ainsi les pièces requises. C'est le processus d'estampage. La technologie d’emboutissage est largement appliquée et permet de traiter des tôles, des barres et des matériaux non métalliques. Le traitement d'estampage est principalement effectué à température ambiante.
La fabrication de moules nécessite non seulement une grande précision de traitement, mais également une bonne qualité de surface des pièces traitées. La tolérance de fabrication de la partie active d'un moule commun doit être contrôlée à ± 0,01 mm près, et pour certaines pièces de haute précision, elle doit même être contrôlée au niveau micrométrique. Pendant ce temps, la rugosité de la surface de la partie active doit également être inférieure à 0,4 μm. La précision du moule détermine la précision du produit, et la rugosité du moule détermine la rugosité du produit. La partie active d'une matrice d'emboutissage de métal est généralement une surface incurvée complexe composée de deux ou trois dimensions, qui présente des exigences élevées en matière de dureté du matériau. Il est généralement fabriqué à partir de matériaux tels que l'acier à outils trempé pour répondre aux exigences de travail à haute intensité du traitement d'emboutissage répété des moules.
Les différentes exigences de performances des processus d'emboutissage ne sont pas absolues, en particulier dans le contexte du développement rapide de la technologie d'emboutissage à l'heure actuelle. Nous devons sélectionner une méthode de traitement raisonnable basée sur les demandes et les possibilités réelles de production, formuler correctement le flux du processus d'emboutissage et choisir une structure de matrice appropriée, qui doit non seulement répondre aux exigences techniques mais également aux conditions du processus d'emboutissage.
Conception
La conception des matrices d'emboutissage des métaux est un processus systématique et complet, impliquant la déformation du matériau, le calcul mécanique et l'usinage de précision. Par exemple, une matrice d’estampage est une matrice utilisée pour découper, découper ou poinçonner. La plupart d'entre eux sont utilisés dans des domaines tels que la découpe de joints et la découpe de pièces de quincaillerie. Comme la surface de coupe du moule doit être estampée à plusieurs reprises, il est nécessaire d'envisager un traitement thermique du tranchant, tel qu'un traitement à HRC58-62 degrés ou un placage de titane. Cela peut prolonger la durée de vie du moule et réduire l'impact des bavures excessives causées par l'usure du moule sur la découpe des accessoires.
Balises actives: matrices d'estampage en métal personnalisées, Chine, fabricants, fournisseurs, usine, devis, qualité
Étiquette de produit
Catégorie associée
Estampage d'aluminium
Estampage de pièces en laiton
Estampage de pièces en acier inoxydable
Estampage de pièces en Inconel
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.